Product Description
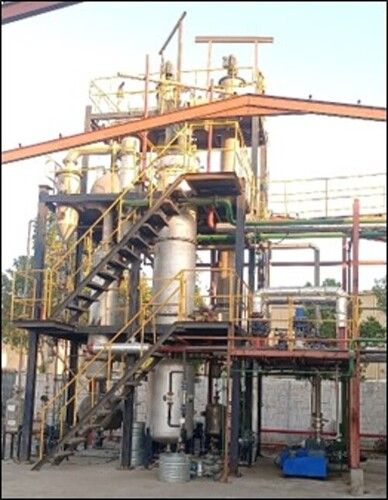
Solvent distillation is a process used to separate and purify solvents from a solution or a mixture. It involves heating the solution to evaporate the solvent and then cooling the vapor to condense it back into liquid form, leaving behind impurities or other components. Solvent distillation is a common method in various industries, such as chemical manufacturing, pharmaceuticals, and laboratories, where solvents need to be recovered and reused.
Advanced Stainless Steel ConstructionBuilt with SS304/SS316, the distillation unit offers outstanding resistance to corrosion and ensures compliance with international quality standards. The polished or paint-coated surface enhances its longevity and simplifies cleaning, making it suitable for demanding industrial environments.
Versatile Heating & Efficient RecoveryChoose between an electric heater or steam for optimized heating, catering to a broad temperature range of 60C to 180C depending on the solvent. The continuous or batch operation, coupled with high-accuracy controls, enables exceptional purity levels in solvent recovery while maintaining low energy usage.
Safety and Eco-friendly FeaturesEquipped with flame-proof and explosion-safe design, the machine integrates overheat and overpressure protection for secure operation. The water-cooled condenser and exhaust system ensure efficient vapor management, while eco-friendly processes minimize environmental impact.
FAQ's of Solvent Distillation:
Q: How does the solvent distillation process work in this machine?
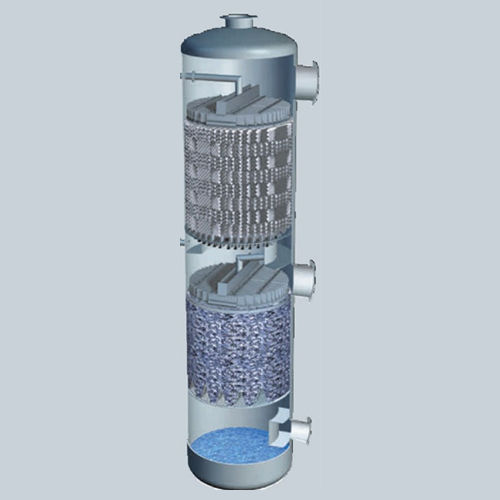
A: The machine operates by heating the used solvent to its boiling point using an electric or steam-powered heater. The vapor rises through a packed or tray distillation column, where impurities are separated. The purified solvent then condenses in a water-cooled condenser and is collected, while residue is discharged either manually or automatically.
Q: What types of materials and industries can benefit from this solvent distillation unit?
A: Designed for high versatility, this machine is ideal for industries such as pharmaceuticals, chemicals, printing, and other industries that require safe and efficient recycling or recovery of used solvents. Its stainless steel construction and configurable features accommodate a wide range of solvent types and industrial settings.
Q: When should residue be discharged, and how is it handled?
A: Residue should be discharged after each distillation batch or as required for continuous operations. The machine allows for both manual and automatic discharge options, ensuring safe and straightforward removal, reducing downtime, and facilitating easy maintenance.
Q: Where is this solvent distillation machine manufactured and supported?
A: As a Made in India product, the machine is manufactured, supplied, and serviced by experienced providers in India. Comprehensive support, including installation, maintenance, and after-sales service, is available nationwide.
Q: What safety systems are integrated into the unit for operator protection?
A: The system features overheat protection, overpressure safeguards, and a fully flame-proof, explosion-safe design. These integrated safety measures help prevent accidents, protect personnel, and ensure regulatory compliance during operation.
Q: How does the machine ensure high purity and accuracy in solvent recovery?
A: Equipped with digital or PLC-based controls and precision column designs (packed/tray), the machine maintains optimal process parameters. Accurate temperature and vacuum control, along with effective condensation, provide consistently high recovery and purity rates for solvents.
Q: What are the primary benefits of using this Solvent Distillation Machine?
A: Key benefits include efficient resource recycling, compliance with international safety standards, low energy consumption, and simple, safe operation. Its eco-friendly process reduces waste and environmental impact, delivering both operational and cost advantages for industrial users.
 Private Limited")